Injection Mold & Plastics
Case Studies
Learn how injection mold and plastic companies are using accurate structured blue light 3D scanners, comprehensive inspection software, photogrammetry technology, and/or automation to improve manufacturing processes with rapid precision measurements
Manufacturing tooling for processes such as casting, deep drawing, progressive forming, forging, stamping and injection molding undergo an important design phase where various manufacturing factors…

ADAC Automotive first opened its doors in Grand Rapids, Michigan in 1975. Back then, the small company was known as ADAC Plastics. Today, ADAC Automotive…

Inspecting the individual elements from drawings during quality control was highly work-intensive and full-field part inspection was not yet possible. The company therefore opted to…
The ATOS 3D digitizer, for full-field measurements of surfaces, is utilized world-wide in the injection-molding and plastic-processing industry for form and dimension inspection of injection-molded…
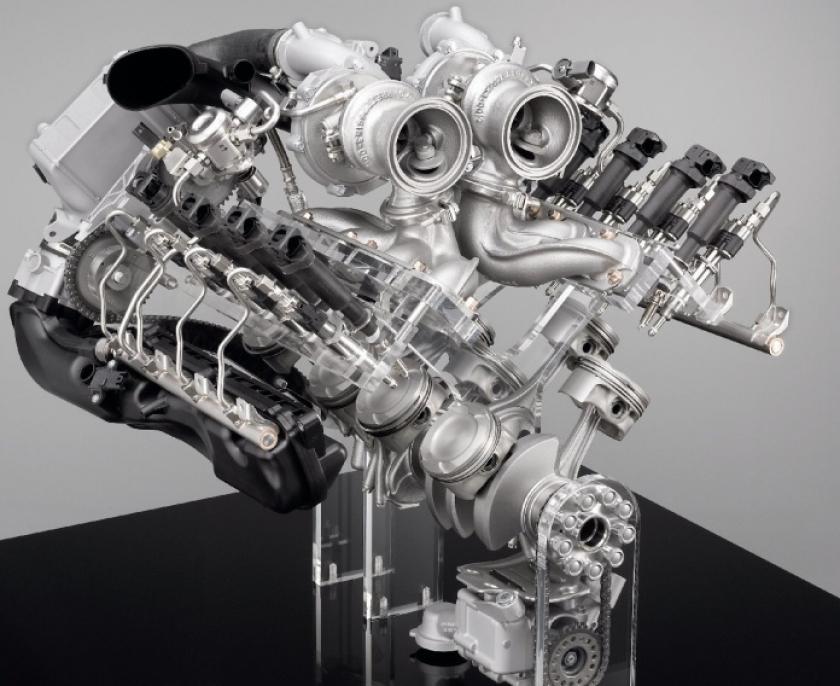
This presentation from 2006 explains Hilti's objective and goals they have reached by using ATOS for inspection and FEA analysis of their power tools.
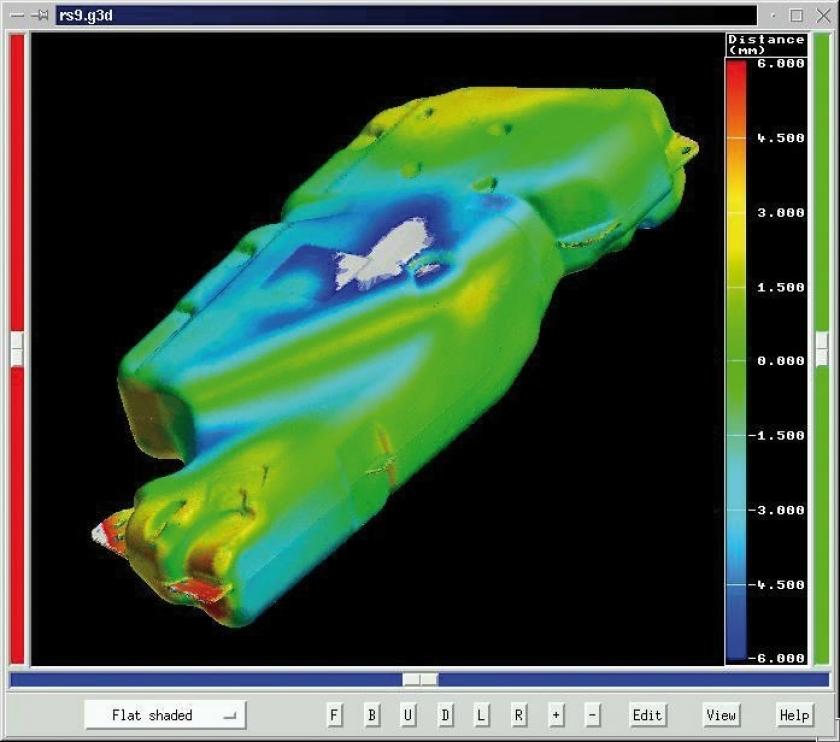
Fuel tanks for cars are typically manufactured using plastic blow molding. To verify the production parameters and optimize the production, the digitizer ATOS II was…

This presentation from Lego explains how their engineers have implemented ATOS into their injection mold process to help reduce lead time, improve milling strategy and…
This presentation gives an in-depth explanation of how Mann+Hummel have reduced their tool tuning loops with ATOS structured light 3D scanning in comparison to their…

In recent years, the complexity of parts in the plastics processing industry has increased, generating high demand for the development and use of new metrology…

There are two presentations displayed below. First, the presentation from 2006 explains Sony's requirements for a 3D scanner and why they chose ATOS to help…