BMW
Quality Assurance on BMW Convertibles
Mobile optical 3D coordinate measuring technology is used for quality assurance on the production line in the BMW Regensburg plant. For the assembly of roof modules for convertibles, optical measuring equipment is used in process planning for the machine capability study (MCS) even before the start of serial production. On the assembly line the photogrammetric system then enables flexible inspection to be carried out during manufacture. Thus trends and deviations in production can be detected at an early stage. As result of using optical metrology rework time is reduced and production costs are cut down significantly. Also Quality Management can be specifically improved by means of process capability studies.

In the BMW Regensburg plant, all the necessary production steps for automobile manufacture, from the press and body shops to final assembly, are located on one site. In assembly, as the last section at the heart of the manufacturing process, finished BMWs are produced from approximately 20,000 components in about 100 working steps. Here, in a unique range of variants, the BMW 1-Series (5-door), the sedan, the coupe and the convertible from the BMW 3-Series as well as the corresponding M3 models, and also the BMW Z4 Roadster are produced in a mixed stream on a variant-neutral main conveyor.
This type of individualized automobile production requires classical manufacturing care and the most up-to-date logistical control in assembly. The individual parts not only have to be supplied "just in time" but also "just in sequence", in other words in the order corresponding to the vehicles on the assembly line. In the case of the 3-Series convertible and the Z4 Roadster, roof module assembly is a particularly sensitive task. It places high demands on the operatives, the process and the auxiliary equipment used. To secure this process the mobile optical TRITOPCMM system is used to monitor the distortion-free installation of the convertible hardtop modules, the quality of the seals and uniform gaps.
This measuring system enables independent and flexible inspection to be carried out directly on the assembly line. It allows the calibration stability of assembly jigs to be indirectly checked, and sensitive work steps and critical vendor parts to be analyzed. By detecting unacceptable deviations at an early stage and as a result of the short response times, the TRITOP system contributes significantly to saving rework time, optimizing processes and thereby reducing production costs.
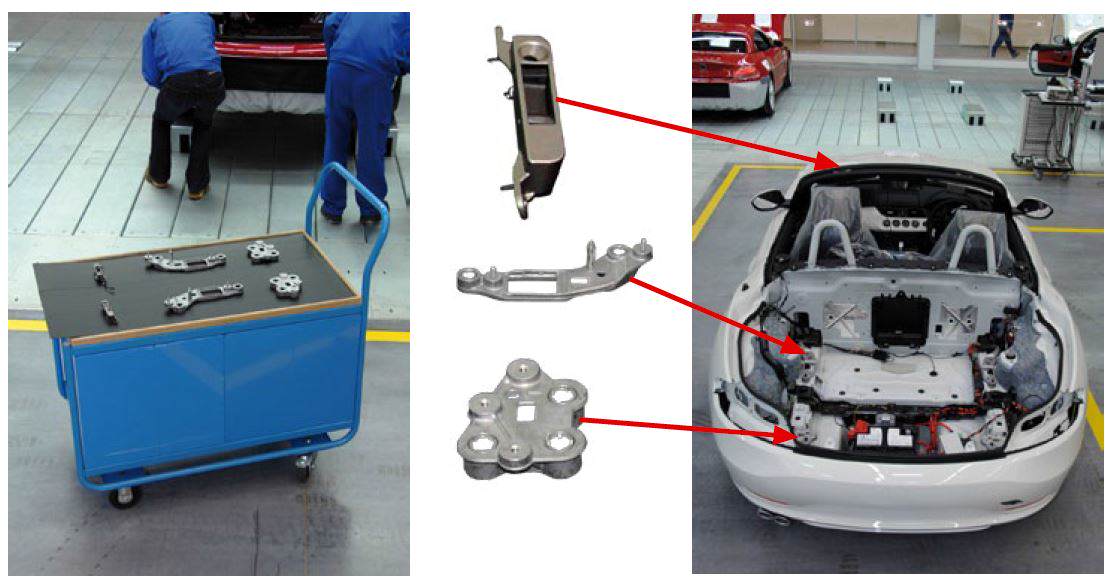
Measuring task: Inspection of assembly brackets
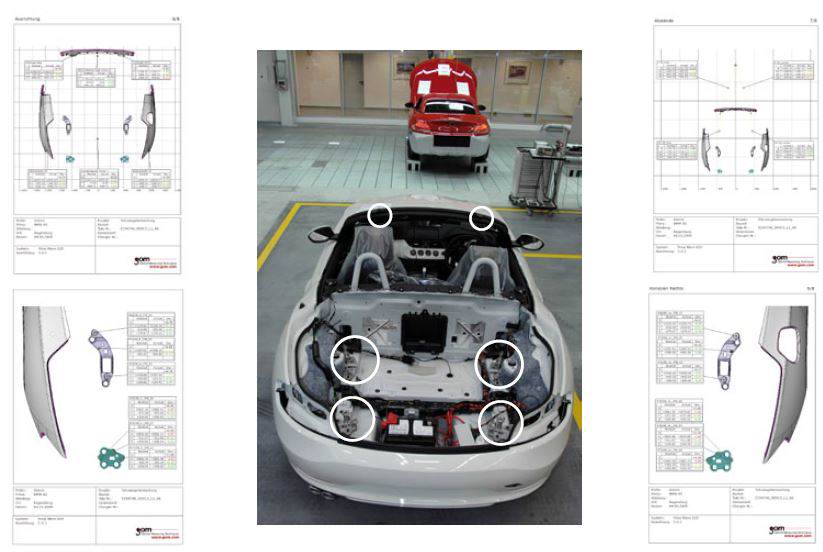
In order to fit the hardtop modules without distortion, the assembly brackets (connecting pieces between the body and the roof module to be fitted) must be precisely positioned. This is the only way to ensure the correct engagement of the roof shell with the windshield panel and the exact fit of the seals to remain functional in the long term. Accurate assembly also prevents compression of the hard top, and troublesome noises when opening and closing. Uniform gap and flush of the seals relative to one another must also be achieved. For this reason, two operatives connect the six brackets (three on the right and three on the left) to the body using a roof jig. A maximum tolerance limit of 0.7 mm is allowed. Continuous position control of the pins, threads and holes in the brackets is necessary to guarantee consistent quality in the respective assembly processes. Of particular importance here is the ability to intervene in the assembly process quickly and selectively as soon as unacceptable deviations are detected.

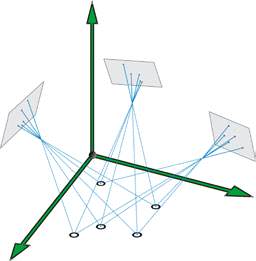
TRITOP: Optical 3D Coordinate Measurement System TRITOP is a transportable optical measuring system which precisely determines the 3D coordinates of individual points on an object. The areas to be checked are identified with self-adhesive or magnetic markers before the measuring process. Adapters, which in this case have been modified to suit the specific task, can be used for measuring features such as cylinders, holes, threads, balls and border lines.
The measuring object is photographed from different viewing angles with the TRITOP photogrammetric camera. From the digital images, the 3D coordinates for the markers and adapters are automatically calculated on-line by means of bundle adjustment computation. Two certified scale bars guarantee the accuracy and process security of the measurement. Camera case, laptop and scale bar case can easily be carried by one person. Likewise, only one person is needed to carry out the measuring process. No external power supply is required neither for the measurement nor for the subsequent evaluation.
 |
 |

Requirements of the measuring system: Precise, mobile and fast
Before being put into operation the optical TRITOP measuring system was subjected by the operatives to the typical BMW incoming inspection and probationary tests. Here, the MCS (machine capability study) with different users consistently gave outstanding results with regard to precision, repeatability and reproducibility. "It soon became clear to us that measurement from images is a precise and controllable process, as, thanks to the pixel deviation and double scale bars, the system makes the measuring accuracy of a project verifiable in many respects", explains Manfred Grimm, responsible user on site. "The system is also easy to use and can be quickly calibrated by the user before each project to suit the environmental conditions", adds Alexander Besenreiter, another TRITOP operator at BMW. "It is also a major advantage that we now have a measuring system which enables us to take measurements directly on the assembly line so that we are no longer dependent on inflexible tactile measuring equipment. In the past, we had to book a measuring station, take the vehicle out of the assembly shop into the measuring room. Because of this time consuming planning and logistical procedure, we could sometimes only check one vehicle per day", explains Manfred Grimm.A control measurement is currently carried out on every 15 vehicles on average, so that up to 5 vehicles can now be checked in one shift. The mobile TRITOP system can be comfor tably carried to the place of use by one person and the measurement can also be carried out by a single person.
Approximately 45 minutes per measuring process are required including to channel the vehicle out of the production line and back in again. Any number of features can be measured without significantly increasing the measuring time.

Measuring procedure: TRITOP in the BMW Regensburg plant
The pins, external threads and internal threads of the assembled brackets for the BMW 3-Series convertible and the BMW Z4 are fitted with appropriately marked adapters for carrying out the measurement. The pattern of reference points on the adapters is calibrated to the respective fixing point of the bracket surface. This enables CMM points with their respective deviations relative to the desired position to be output after the measurement.

Coded orientation crosses and two scale bars are also placed in the measuring field, before the area of the measurement is photographed with several shots from different viewing angles. The images are automatically transferred to the laptop as the measurement is carried out. The 3D coordinates of all bracket assembly points are calculated less than a minute after the images have been transferred. Measuring reports corresponding with the manufacturing requirements are automatically produced with the help of the adapters.
Deviations are detected immediately thanks to the rapid evaluation directly adjacent to the assembly line. This enables problems in the assembly chain to be analyzed fast and to introduce necessary corrective measures quickly.
 |
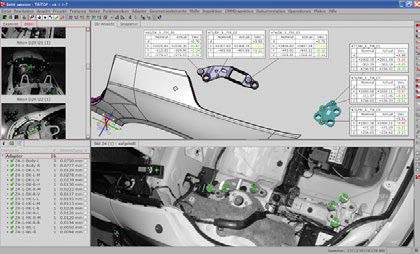
Measuring results: Targeted analysis with TRITOP

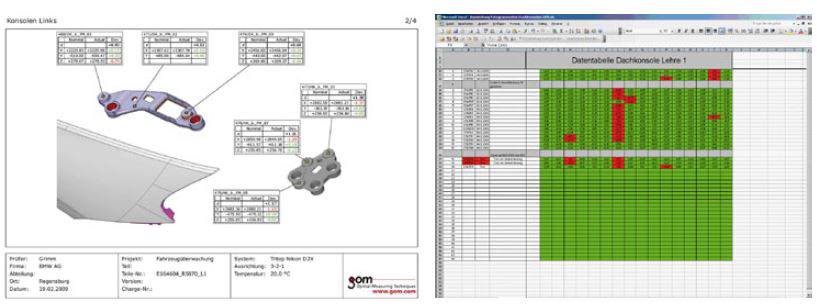
TRITOP software not only enables features to be inspected directly by easy to understand and well visualized measuring reports. Long-term trends can also be detected and analyzed by exporting the measurement data in table form.
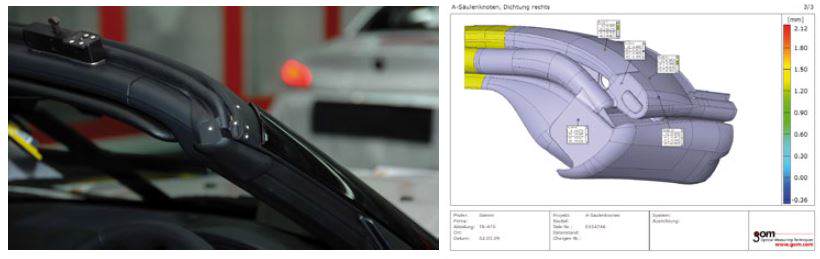
Additional benefit: Verification of vendor parts
The easy-to-use TRITOP system requires no Measuring Technician as measurements and evaluations can be carried out by assembly operatives, as is the case here in Regensburg. As these operatives are highly familiar with the individual processes in the assembly line, they can very quickly put the significant additional benefits of mobile measuring technology into practice. While initially only the bracket adapters were measured, the position and dimensions of the rubber seal of the A-pillar node are now also verified simply by attaching measuring markers. This susceptible fit of the seal between roof shell and windshield panel can therefore also be inspected as part of the standard measuring process. The possible existence of a batch with problematic vendor parts, such as inaccurately manufactured brackets or roof modules which are inconsistent in themselves, can also be checked using the optical measuring equipment. Unlike with tactile measuring techniques, this does not increase the measuring time, as the additional measuring points are visibly located within the measuring volume. The operatives in Regensburg have therefore also made a new adapter for determining the peak of the roll-over bar. This guarantees reliable setting and positioning of the position adapter on the assembly jig - and this is certain to be far from the last idea from the BMW operatives.
"After thorough investigation, we have very quickly learned to appreciate the advantages of optical surface measurement", concludes Manfred Grimm, one of the operatives responsible for measurement. "The mobile measuring system enables us to carry out measurements close to production, immediately on the assembly belt. Thanks to the lack of dependence on the tactile measuring room and the fast measuring time of less than 45 minutes including channeling the vehicle in and out of the line, we can inspect many more automobiles per shift. The short measurement and response time enables us to detect inconsistencies in the assembly line and to respond very quickly. At the same time, we can also analyze whether a jig is out of calibration, whether there is a fitting problem or perhaps that there are vendor parts which do not comply with the agreed specifications."

Well-established: Optical Metrology in the BMW Regensburg plant
The sooner inconsistencies in the assembly line are detected, the quicker deviations can be prevented and rectified which avoids unnecessarily long rework. This is because small adjustments can be made efficiently with reconditioning aids. And the early measurement and routine inspection of the assembly brackets can also prevent a possible collision of roof modules and windshield panel during testing later in the assembly line. "The TRITOP CMM system helps us to comply with the high optical and functional requirements of the automobile industry, such as compatible seals and uniform gaps. The mobile optical measuring system helps us by saving rework, reducing production costs and optimizing working procedures", says Siegfried Gebhard as the responsible project manager, summarizing the experience with the TRITOP CMM system.