Motorola & Sony
Computer Aided Verification of Mobile Phone Components
![]()
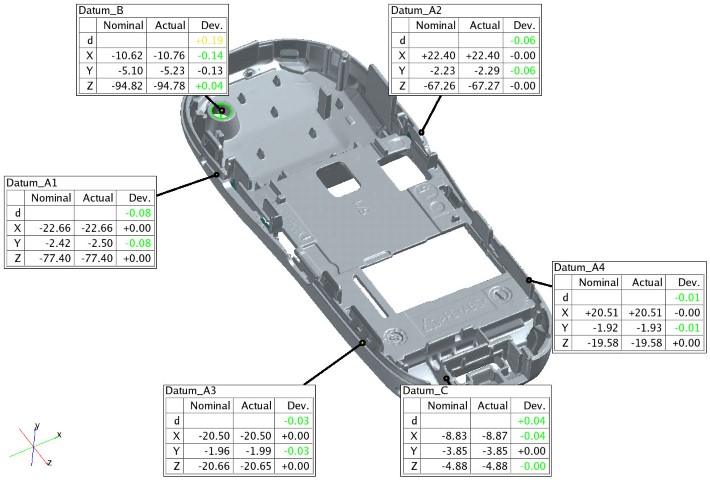 Fig. 1. Shaded view of the digitized data of a mobile phone shell with inspection point data
Fig. 1. Shaded view of the digitized data of a mobile phone shell with inspection point data
In the mobile phone market it is crucial that a newly developed model gets fast to market. Therefore, reliable suppliers are needed who are able to produce good quality parts, modules or complete systems in large quantities at short notice. The common practice to ensure that the quality of the delivered parts meets the expectations is to inspect and approve the first parts which are produced under real production conditions (First Article Inspection). In this process, the actually produced parts, the material, the molds and the injection conditions are verified and accepted from both parties.
This first article inspection defines the start of the production and is the benchmark for the quality of the parts produced in volumes. Therefore, it is a very critical process for both the supplier and the ordering party just before the mass production starts and the new model will be released to the market.
The traditional way to check the quality of the pre-production parts is to measure the dimensions using CMMs (Coordinate Measuring Machines). For the positioning of the part on a CMM, part-specific fixtures need to be developed and built. Then, a big number of individual measuring points have to be defined and measured, asking for typically 1 to 2 days just to measure the dimensions. Then a dimension report has to be created, including all the measured data, pictures and tables (typically 10-20 pages). Accompanied by this report, some original parts are sent to the customer for approval. It takes an additional few days at the buyer’s site to read the report and decide whether changes are required. If the tested part is accepted, mass production can start. If modifications are required, the whole process has to start again, with tool modifications, production of the first article parts, measuring the points of interest and generating the measuring report. Usually, it takes 2 to 3 weeks to approve the first article parts and get the okay for the mass production start.
Due to the time needed, the limited information (only points, no surface data) and the "not easy to read" dimension report generated based on CMM data, mobile phone companies now are establishing a more efficient and safe way to approve the first article parts and shorten the lead time.
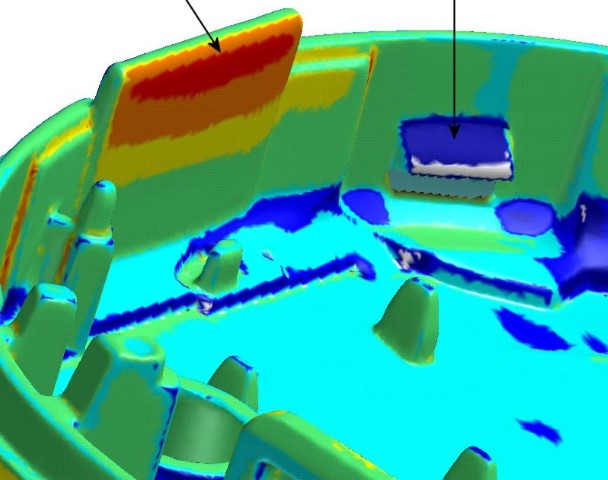
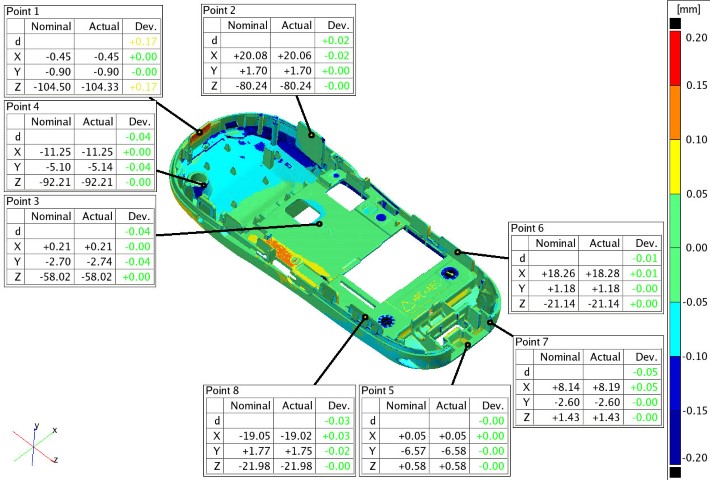 Fig. 2. Colored view of the deviation of the digitized data of a mobile phone shell with inspection point data
Fig. 2. Colored view of the deviation of the digitized data of a mobile phone shell with inspection point data
Decent quality, high density point data and the direct comparison with the CAD data are the key issues of the new approach. The automated ATOS 3D scanner measures the part inside and outside, without the need of special fixtures or reference markers on the part. Then, the ATOS system automatically creates the final mesh (stl format) after scanning. In addition, the CAD or master data and, if available, the inspection plan data are imported into the ATOS system. Using the recommended alignment method, the scanned data is registered into the CAD data to calculate and display the deviations of the two data sets (Fig. 2).
From this color map (or rainbow plot), the general deviation of the scanned part is clearly visible and can easily be understood. Cross-sections can be cut, inspection points defined and critical dimensions measured. In addition, the alignment of the scanned data to the CAD data can easily be adapted to different needs, e.g. RPS or CMM alignment or alignment with global or local fit, to verify the global and local form and the deviations of the components and the complete part. In the corresponding alignment condition, the predefined inspection points (as defined manually or in the inspection plan data) can be updated to show the actual reading and their tolerance position. All these steps and results are supported by the inspection and reporting functionality built into the ATOS systems. fully automated pick and place and digitizing based on robot scanning.
fully automated pick and place and digitizing based on robot scanning.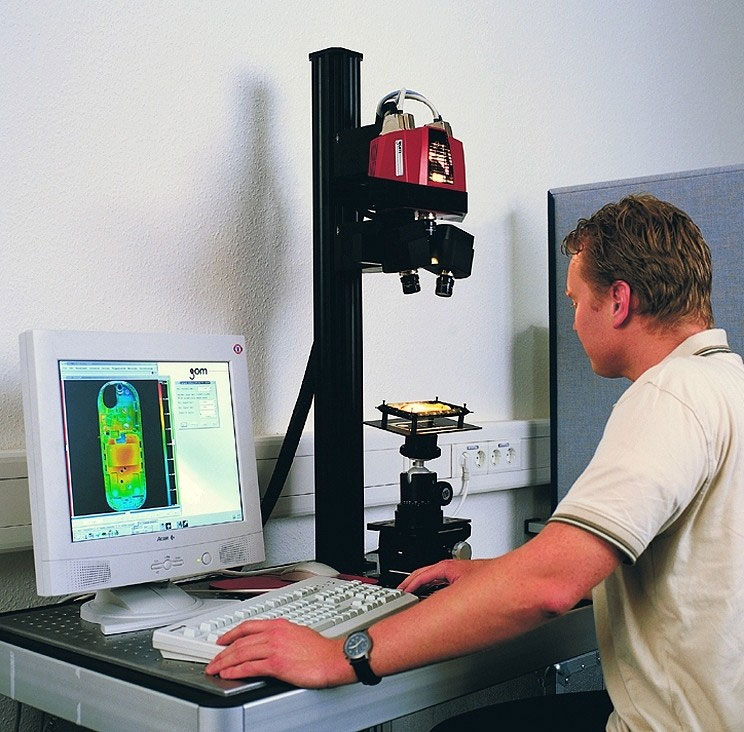 Fig. 3. Semi-automated digitizing based on an SO setup, with rotation table and reference frame
Fig. 3. Semi-automated digitizing based on an SO setup, with rotation table and reference frame
The process
The parts are mounted into the calibrated reference frames for accurate and easy two sides scanning. A flexible automation protocol defines customized scanning sessions to automatically collect scanning data. The digitizing of a typical mobile phone shell (inside and outside) is usually done in less than twenty minutes. The fine and high quality stl data set with the automated inspection report is available in less than one hour after starting the scanning if the inspection need was predefined based on the CAD data (inspection plan data) or on the first data set using macro recording.
Enclosed are some typical examples of first article inspections on mobile phone shells, with the definition and measurements of primitives, the input and generation of inspection points, the local or RPS alignment and the reports which were created during the inspection process. The resulting data and the steps to create them (sessions and macros) can be stored for reference and archiving. They are also available for further analysis or for the automated inspection and report generation during mass production.
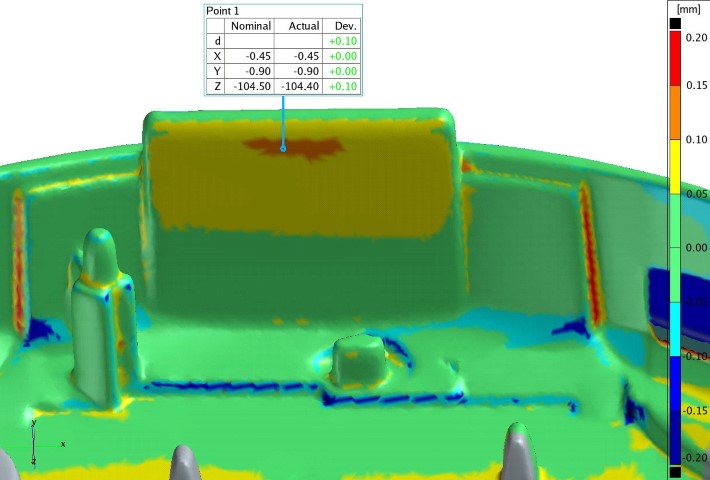 Fig. 4. Local alignment with local comparison
Fig. 4. Local alignment with local comparison
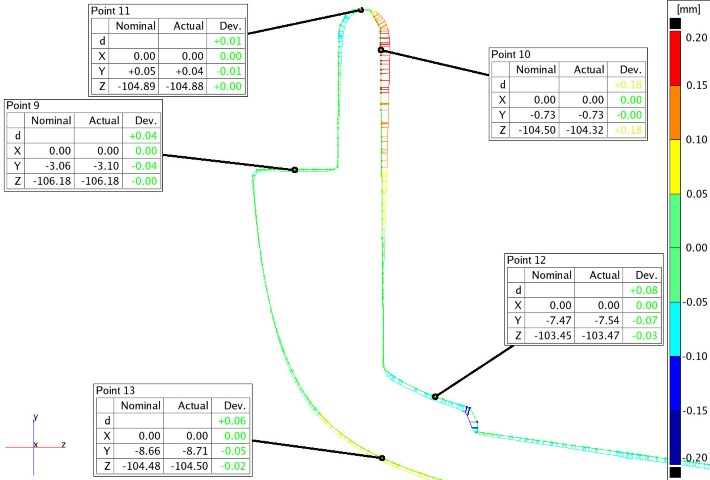 Fig. 5. Section and its deviation from the master data (CAD or master part data)Alignment
Fig. 5. Section and its deviation from the master data (CAD or master part data)Alignment
Scan data can automatically be aligned to CAD data by best-fit registration. Usually this best-fit registration is used to get an overview of the deformation and for small parts which do not have well defined features (e.g. control elements, battery covers and inserts with rounded forms).
For parts with well defined features and alignment information (in inspection plan data or 2D drawings), the RPS (Reference Point System) registration method is often requested. The corresponding features and geometrical elements are defined b ase d on the scan data and are used to define the RPS registration of the scan data into the reference data.
Global comparison
After registration, the first step is to compare the scan data to the CAD or master data in order to understand the overall quality and deviation of the part, including the part warping and shrinking and the locations which need further investigations. Now, inspection points and measurements can be defined or the inspection plan data can be updated to understand and document the actual deviations and the tolerance in predefined or critical positions on the parts.
Local comparison
Local area data can be aligned to local CAD features using local best fit or local RPS registration. This registration supports the understanding of the local position and the form of details and features, e.g. fit and deviation of individual elements and the alignment of different features to each other.
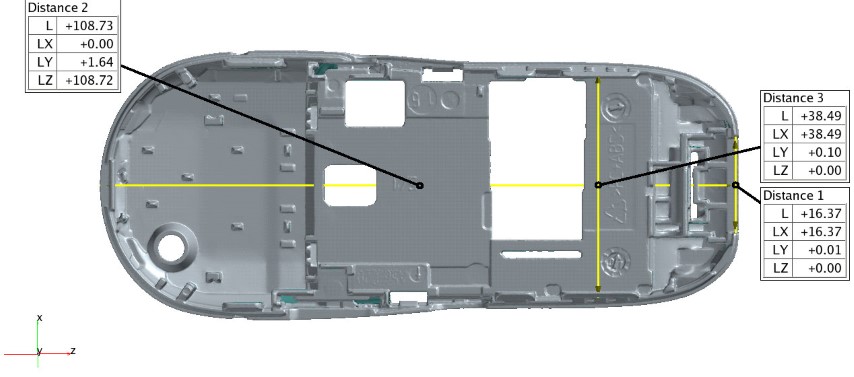 Fig. 6. Dimensional analysis of individual points, areas or geometric elements
Fig. 6. Dimensional analysis of individual points, areas or geometric elements
Sections
Sections are handy to investigate areas with potential errors which require further investigation and better understanding. Here cross-sections on scan data and on CAD data can be generated. ATOS can also generate colored scan section data which visualize the deviation of the section data to the CAD data (as shown in Fig. 5).
Dimension check
Creates primitives and dimension measurements to verify functional dimensions and process control dimensions (similar to CMM measurements).
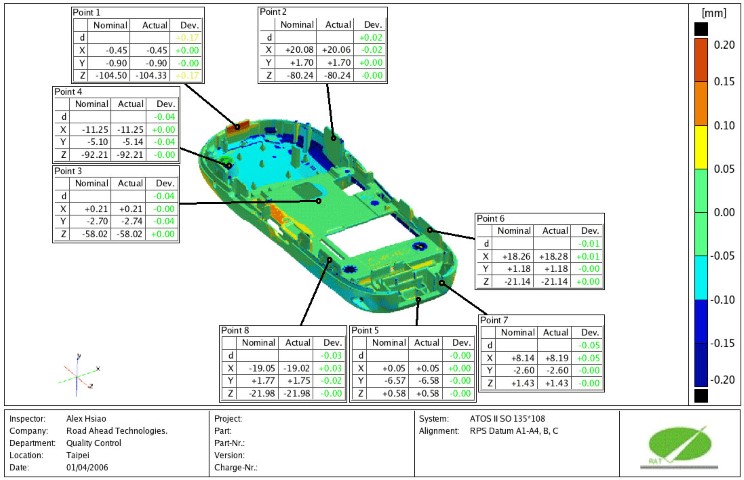 Fig. 7. Report generated with ATOS, in HTML or PDF format
Fig. 7. Report generated with ATOS, in HTML or PDF format
Reporting
Keywords (batch, part model, inspector, used scanning system and measuring area, date, etc.) can be defined in the measurement project to allow a flexible, customized and automated reporting. Then, screen snapshots are captured and measured data (with tolerance information) and defined features are listed in tables to generate a detailed 2D report in PDF or HTML format. The measured data can also be exported in Excel or in PC-DMIS format for downstream needs (process-control, further analysis or archiving).
For easy 3D communication of the inspection results and further data evaluation at the customers or the supplier’s side, we recommend saving the complete generated data in a session which can easily be transmitted and opened in the ATOS software if needed.
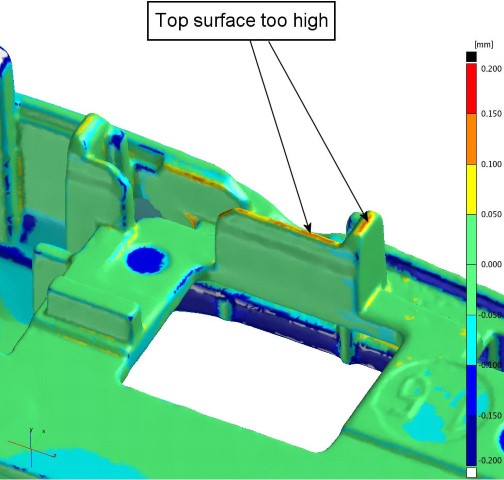
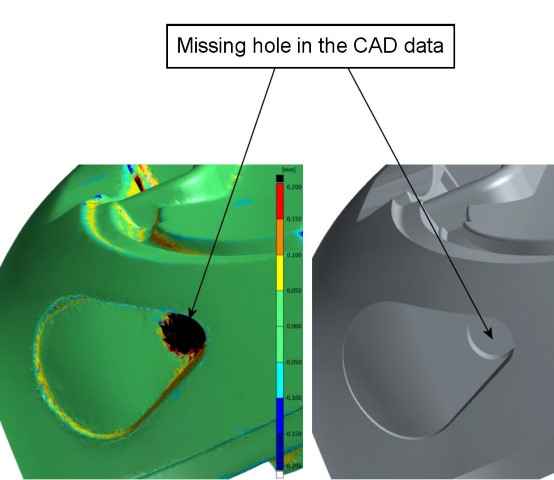
Enclosed are examples of a few typical errors which were detected on parts during first article inspection:

Certification of the measuring process at the supplier
The mobile phone companies can prepare and certify their suppliers with known artifacts and sample parts to make sure they are up to the challenge before the actual first article inspection job is requested. The ATOS digitizing system captures, displays and saves images and all quality relevant data during the scanning in the measuring project. Therefore, the actual setting and calibration of the system, the measuring strategy, the movement and the illumination changes during the measurement and the matching of the individual measurements are recorded. Therefore, the ATOS project supports an easy verification of the quality of the digitizing job.
Easy data sharing
As more and more ATOS scanning systems are established at mobile phone companies and at their mass production partners, a close cooperation with easy data sharing is possible which results in additional benefit and time savings.
Therefore, the first article inspection can be done at the supplier’s site, with direct access to the measuring process from the ordering party. Then, the supplier and the customer may share their data and perform in addition their individual quality control investigations, if needed, without shipping and scanning the part multiple times.
Based on a cooperation of the customer and his supplier and the waterproof traceability of the scanning process, the shipment of the first article products is not any more mandatory. Furthermore the time needed for the first article inspection is slashed to a fraction of the one needed using conventional quality control approaches based on CMMs.
We would like to thank the following partners: Motorola and Sony Ericsson, who supplied the parts and the CAD data, and Road Ahead Technologies for digitizing and creating the first article inspection jobs using the ATOS scanner.