Orchid Orthopedic Solutions Increases Throughput and Inspection Information with Automated 3D Scanning Technology
As seen in the July 2023 issue of Medical Design Briefs
 An example of a complete knee implant product from Orchid Orthopedic Solutions.
An example of a complete knee implant product from Orchid Orthopedic Solutions.
Formed in 2005, Orchid Orthopedic Solutions is a medical device manufacturer providing contract manufacturing services for orthopedic procedures to original equipment manufacturers (OEMs) and other companies within the orthopedic industry. With 12 locations worldwide, Orchid specializes in solutions for implant procedures in major orthopedic markets, including hip reconstruction, knee reconstruction, spine, trauma, extremities, and sports medicine. Orchid’s location in Oregon City, OR, specializes in the investment casting manufacturing process for knee implants, including 3D wax printing, machining, and finishing knee femoral components and stemmed tibial plates. These small parts begin as wax and turn into cobalt-chromium castings.
Although Orchid offers design services, customers typically contract with Orchid to manufacture their private designs to their own requirements. Ensuring that the knee implant components meet the customer’s specifications requires accurate and repeatable inspection. Due to the organic shape and curvatures, inspection using a coordinate measuring machine (CMM) was time-consuming and challenging to measure a few features. Customers wanted to inspect more features, and Orchid wanted to meet the demand faster.
“A CMM probe collects about two x-y-z measurements a second if you’re lucky. Sometimes you need to wait for 200 measurements to be taken before you can get the report to tell whether or not the part is in or out of spec, and that creates downtime,” says Frank Sears, lead quality engineer at Orchid’s Oregon location. Additionally, operating a CMM requires specific skills, training, and environmental temperature, creating more limitations. Automated ATOS 5 3D scanning knee implant components on a fixture inside ATOS ScanBox 5108.
Automated ATOS 5 3D scanning knee implant components on a fixture inside ATOS ScanBox 5108.
In 2019, Orchid’s automation engineer led an effort to seek technologies that would automate their dimensional measurement and quality processes to decrease inspection time and increase information. Orchid sent parts for evaluation to CAPTURE 3D to analyze their ATOS 3D measurement solutions. After reviewing the results of a gage R&R (repeatability and reproducibility) study performed with the technology, Orchid purchased from CAPTURE 3D a robotic ATOS 5 ScanBox 5108 noncontact blue light 3D scanner with accompanying GOM software and VMR (virtual measuring room) module to fully automate final inspection, in-process, and production inspection.
Because many of Orchid’s customer requirements dictate what metrology equipment is acceptable for inspection, implementing ATOS technology took gaining buy-in from those customers.
“They want a gage R&R, and they want to make sure that no matter how many different ways you set the part up on a fixture, that inspection will find the part the same way every time and correlate with a computerized CMM inspection method, which has historically been the industry standard. So, if we could correlate the CMM and show a good gage R&R, which is about 10 percent of the feature tolerance, it’s much easier for customers to buy off on the process. There’s a lot of other inspection systems out there, but they’re not able to get down to 10 percent of the An operator at Orchid Orthopedic Solutions working with the VMR module to perform automated 3D inspection. feature tolerance, which is where we want to be,” says Sears. In addition, where CMMs collect points where the probe touches the surface, ATOS measures full-field surface geometry using advanced blue light fringe projection technology, thus creating an information-rich digital twin of the entire product.
An operator at Orchid Orthopedic Solutions working with the VMR module to perform automated 3D inspection. feature tolerance, which is where we want to be,” says Sears. In addition, where CMMs collect points where the probe touches the surface, ATOS measures full-field surface geometry using advanced blue light fringe projection technology, thus creating an information-rich digital twin of the entire product.
After ATOS technology passed numerous correlation and gage R&R studies, Orchid earned buy-in from two customers for a total of five different products within the first 12 months following the purchase.
Sears and his team use the Smart Teach offline and online programming functions in the VMR software module to automatically position and optimize the robotic arm inside the ScanBox to achieve optimal angles for the ATOS sensor to collect adequate data. To advance their process further, they worked with CAPTURE 3D’s team of automation experts to create a customized template using scripting methods to perform automated 3D scanning and inspection specific to Orchid’s customers’ requirements. The script is processed through ATOS Kiosk Mode, which seamlessly communicates to the GOM Software VMR module to execute batch scanning for multi-part inspections. The operator places multiple knee implant components, averaging 24 at a time, onto a fixture within the ScanBox. Pressing a button activates the ATOS ScanBox to begin digitizing the batch of parts. The software intelligently separates the 3D mesh data sets of the multiple components and stores each in a specified folder. The software then loops and takes each individual data set, applies the proper measurement inspection template, and automatically generates a report.
By implementing this process, Orchid immediately met the initial goal of decreasing inspection time and increasing part information.
"One knee implant product previously took us about four minutes a piece to inspect, and we only had four features being measured on it using a CMM. The customer wanted us to check a lot more features, so we added many more features than we normally would and using our ATOS ScanBox, we still save time— 40 pieces would take three hours to inspect just four features on each piece with a CMM. Now it takes us about 45 minutes to an hour for the same number of parts, and we're inspecting way  Multiple knee implant components in a fixture for automated 3D scanning.
Multiple knee implant components in a fixture for automated 3D scanning.
more features," said Kirk Dorr, a Quality Control Supervisor at Orchid Orthopedic Solutions.
Inspection templates for any given component designate which features will be inspected and reported. Orchid primarily uses ATOS technology to inspect casting components with surface profiles, such as the inside fitting surface of the femoral component that mates with the bone. For example, an inspection template for a stemmed tibial plate would check surface profiles to ensure the part conforms. These geometric dimensional profiles vary from tight profiles, like the stem of the tibial plate, to details like the injection site in the wax state. Data visualization also reveals if a part needs reworking by allowing them to check features like pocket depth between one area and an outside rail to ensure that the part is conforming properly. Creating inspection templates for each component is fast and easy. Once created, the specific inspection elements and analysis are automatically applied based on the template, increasing efficiency further.
The full-field 3D data capture ATOS provides also enables reverse engineering. Sears and his team use ATOS to scan the in-house tooling used to create the waxes that start the casting, generating an STL mesh, or digital twin, representing the actual tool after reworking. Depending on the circumstance, they bring the data into a CAD platform and create a solid model to provide to a tool manufacturer to recreate the tool when needed. Some of Orchid's wax tools are 20 to 25 years old and have no model available, making the ability to use ATOS to quickly create an accurate model for reproduction a critical advantage. Archiving the data also allows it to be retrieved for various reasons, such as if it were damaged in production or needed to be replaced due to wear. An example of an inspection report page displaying data visualization to check pocket depth to ensure that the part is conforming properly after rework.
An example of an inspection report page displaying data visualization to check pocket depth to ensure that the part is conforming properly after rework.
Orchid's team also benefits from interacting with ATOS GOM Software visual data to display the information more clearly, while having the flexibility to make it as detailed or undetailed as necessary. The ability to manipulate the data to display inspection features, visualizations and models helps make inspection reports that support clear customer communication and collaboration.
"The amount of flexibility we have with reporting the inspection templates is vastly improved over CMMs. CMMs have a lot of manual reporting that you don't really have the ability to work with, so it's like you're at the mercy of what images you get out of that system, and they're nowhere near as helpful as a 3D surface map (color map, heat map) that ATOS provides where you can rotate and analyze it real-time in 3D coordinate space. Color maps show you where the high points are, exactly where you need to rework, and other areas that may need improvement. It's been really helpful," said 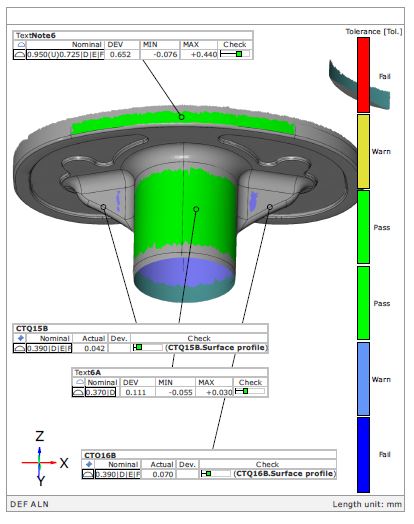 A 3D color map of a digitized tibial plate component.Sears.
A 3D color map of a digitized tibial plate component.Sears.
Orchid's future plans include gaining more customer acceptance of ATOS ScanBox technology to expand the product families they can inspect with it. Time savings is one reason for this push, but the biggest driver is cost savings.
"Over the past year and some, we've processed more than 100,000 castings using our ATOS ScanBox that used to be CMM inspected. To help with our capital expenditures, we wanted to calculate our actual savings and found that we saved $365K worth of inspection in that one-year timeframe. Our ATOS ScanBox paid itself off in one year's worth of inspection, and that was huge for us— and the cost savings are only going to continue to get better as we transition more parts from CMM to ATOS ScanBox," said Sears.
"Our plan is to continue saving money and speeding up inspection by adding more products to the ATOS ScanBox. Our current ATOS ScanBox sits at an 80 percent utilization rate over two eight-hour shifts. A second ATOS ScanBox will enable us to process more products per day, eventually doubling our throughput and savings by moving more product families to ATOS."